Английский
Английский
Бренд представляет множество качеств, среди которых инновации, превосходство и постоянство. BE-CU Mold воплощает все три эти качества, что объясняет их лидерство в ряде новаторских проектов. Одним из таких проектов является недавно принятый ими сложный вызов — производство формы для замка с ручкой. Этот проект стал возможен благодаря доверию клиента к их способностям в точном и качественном производстве. Подобно ребёнку, который просит выполнить невозможное, например, достать луну с неба, BE-CU столкнулся с задачей, требующей максимальной вовлечённости всех сотрудников. От дизайнеров до инженеров — все были призваны к участию. Давайте разберём этот инновационный вызов, стоящий перед нами, и узнаем, как BE-CU Mold принимает его.
II. Принятие запроса клиента
На фоне историй успеха и наград, полученных BE-CU за их выдающиеся продукты в мире производства, запрос клиента представляет собой очередной вызов, который предстоит преодолеть. Этот вызов, однако, свидетельствует о доверии клиента к способности BE-CU выполнить его требования и сделать это вовремя. По сути, понимание того, чего хочет клиент, предшествует стремлению BE-CU продемонстрировать, на что они способны.
Путь к реализации столь деликатного проекта, как создание форм для замков с ручкой, начинается с разработки дизайна форм, который клиент предоставляет для дальнейшего обсуждения с командой дизайнеров. Не стоит забывать, что формы для замков с ручкой должны соответствовать всем требованиям исключительной точности, длительного срока службы и быстрых производственных циклов, минимизирующих затраты. С этого момента начинается путешествие длиной в тысячу миль, начатое с запроса клиента.
На этой ноте BE-CU приступает к действиям, используя свои возможности для создания сложных форм для замков с ручкой в соответствии с требованиями клиента. Их приверженность превосходству, не имеющая равных, подталкивает их к активной работе над проектом. Это больше, чем просто сделка — это трансформационное путешествие, направленное на воплощение мечты в реальность.
III. Описание формы
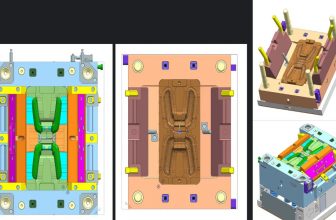
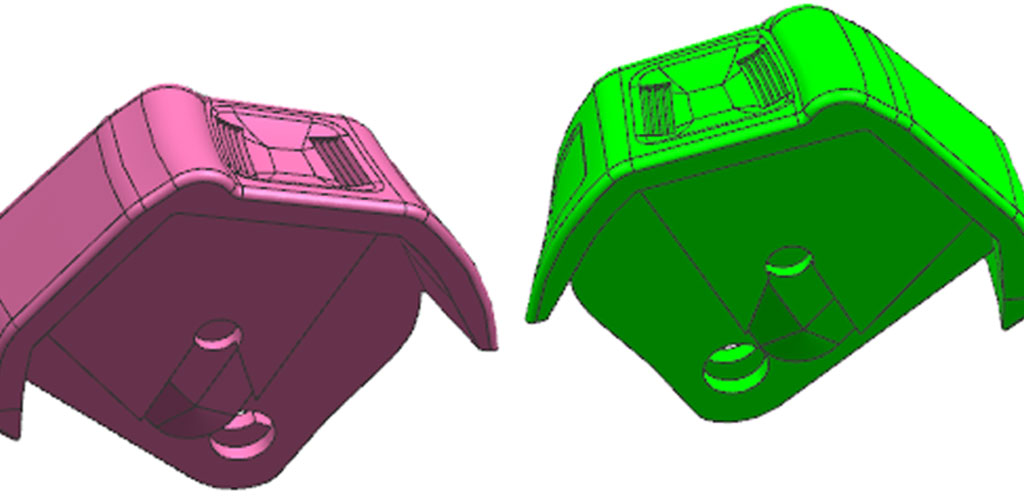
Рождение чего-то феноменального обязано тщательному планированию, и этот случай не исключение. Задача заключается в тщательном продумывании всех тонкостей формы для замка с ручкой. Для этого размеры полостей формы, в которых будет создаваться шедевр, тщательно учитываются. BE-CU стремится создать форму, которая не только обладает оптимальной функциональностью, но и готова противостоять трудностям процесса формования. С каждым повторяющимся циклом форма сохраняет свои размеры и, таким образом, может творить чудеса снова и снова.
BE-CU в своём стремлении создать шедевр также должен учитывать используемые материалы. Было решено, что закалённая сталь подойдёт для дизайна формы замка с ручкой. Это гарантирует, что формы останутся intact даже при больших объёмах производства. Канавки и углубления формы также способствуют точному воспроизведению деталей замка с ручкой.
Кроме того, модульная конструкция форм обеспечивает лёгкий и беспроблемный ремонт и обслуживание. Возможность замены форм означает, что время циклов сокращается, обычно до секунд. К тому же, продвинутые каналы охлаждения устраняют такие проблемы, как деформация. Это повышает долговечность и функциональность форм.
IV. Процесс проектирования формы
С полным пониманием описания формы для замка с ручкой мы переходим к непосредственному проектированию самой формы.
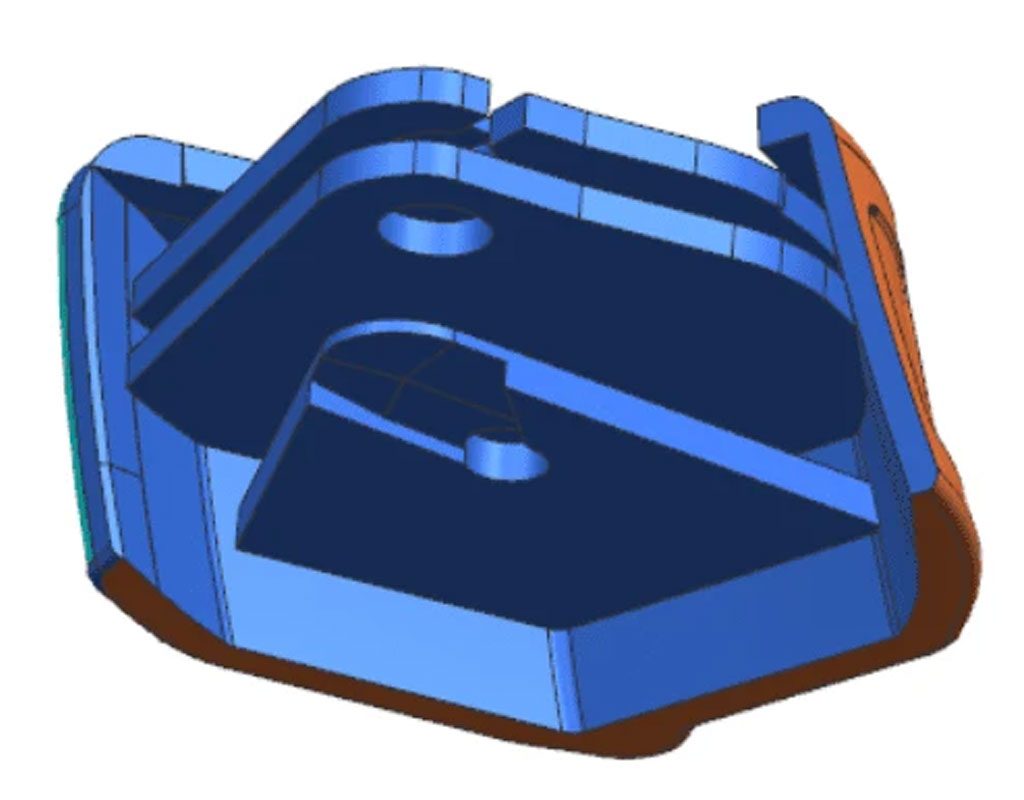
Это включает анализ таких факторов, как линии разъёма, полости, сердечники, слайдеры и подъёмные компоненты.
Команда дизайнеров и инженеров BE-CU использовала программное обеспечение CAD для создания модели формы замка с ручкой. Представьте себе стройплощадку, где синхронная укладка кирпичей приводит к созданию здания. Таков процесс проектирования формы для замка с ручкой. Он начинается с анализа:
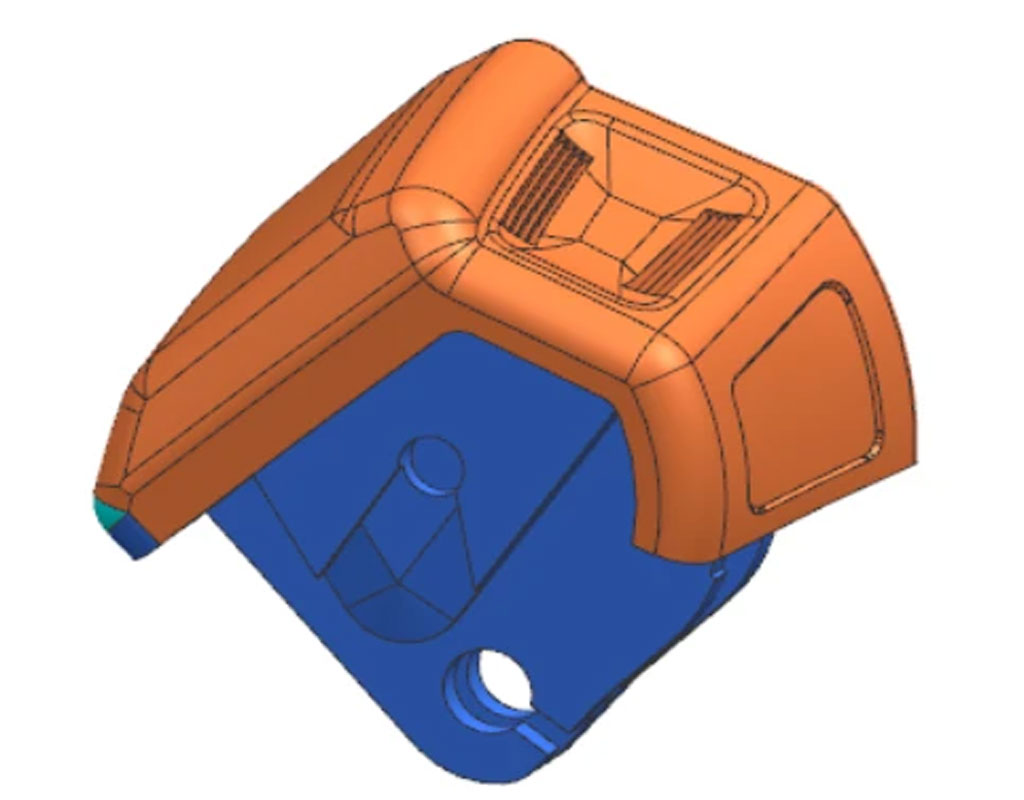
Линии разъёма: Они полностью отвечают за разделение формы на две половины, что позволяет точно изготавливать формованные компоненты. Линии разъёма также минимизируют необходимость дополнительной обработки, если выполнены идеально, упрощая процесс производства.
Полости и сердечники: Благодаря наличию нескольких полостей и сердечников в каждой форме для замка с ручкой открывается возможность одновременного изготовления нескольких компонентов в рамках одного производственного цикла. Результат этого шага — улучшение процесса производства при сохранении целостности как формы, так и изготовленных компонентов.
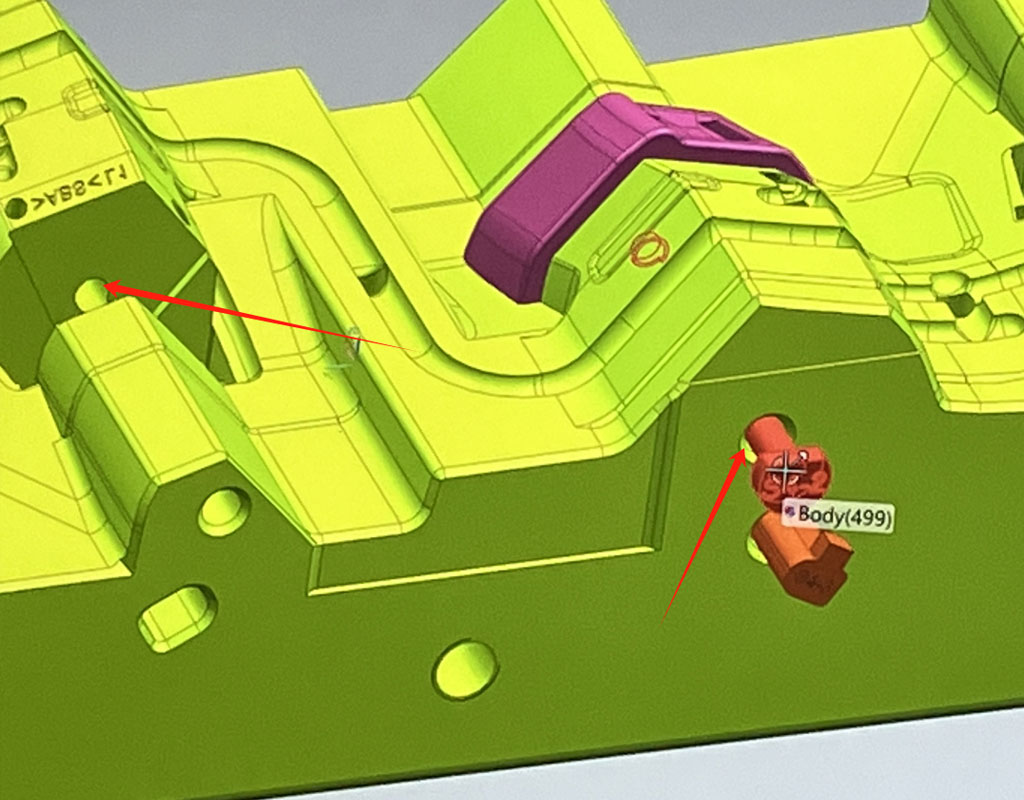
Слайдеры и подъёмники: При проектировании инновационных форм, таких как форма для замка с ручкой, подрезы и боковые отверстия создают сложности для дизайнеров и инженеров. Однако в данном случае слайдеры и подъёмники были встроены в дизайн формы, что позволило включить сложные детали, недоступные для традиционных форм.
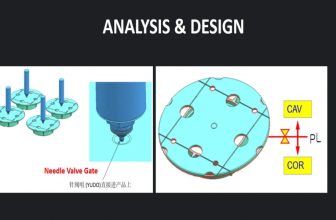
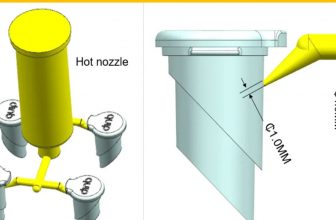
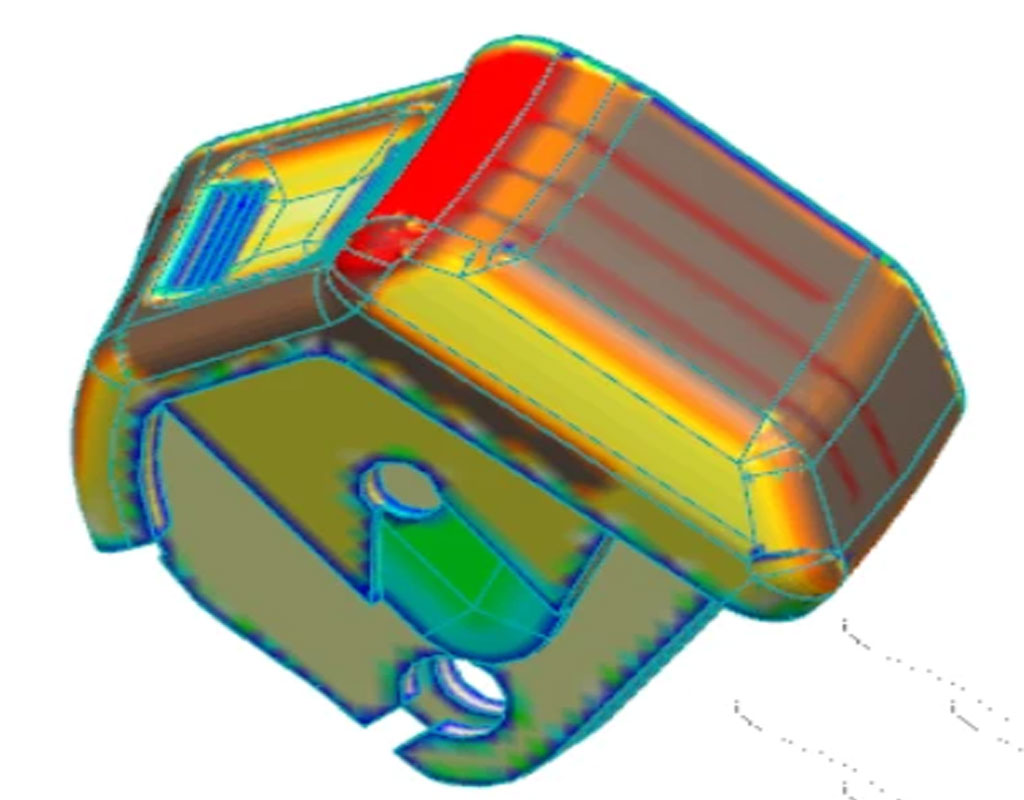
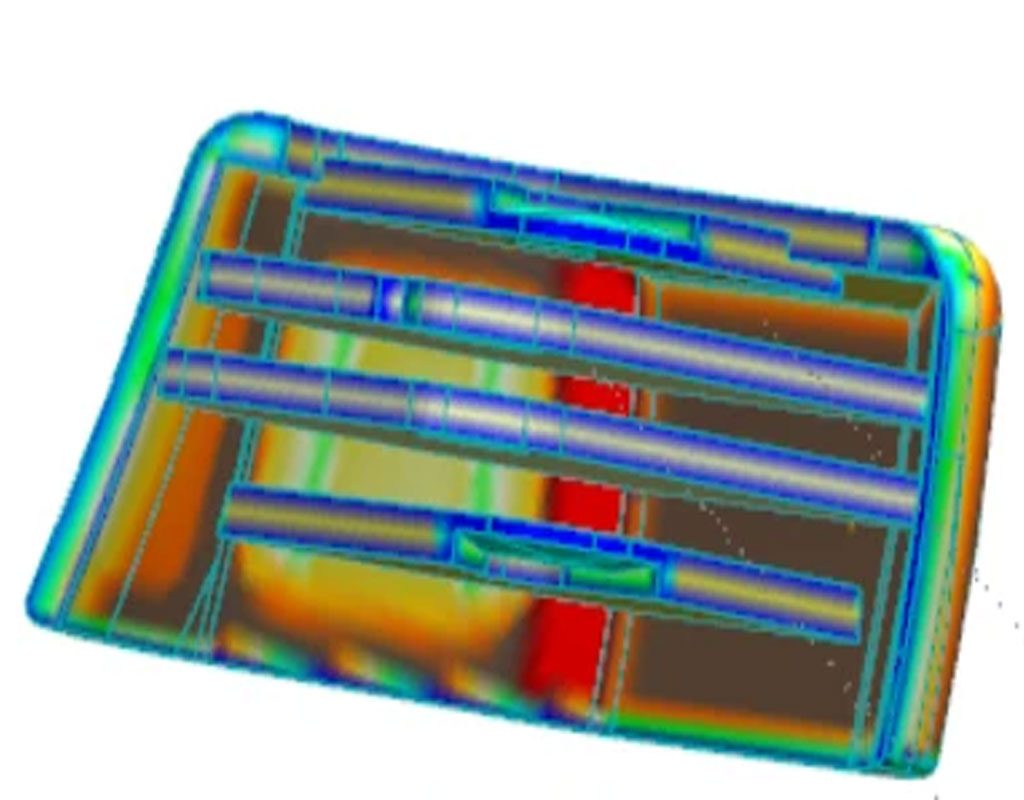
Примечательным аспектом проектирования формы является использование инженерной командой инструментов симуляции для анализа потока материала в форме. Это исследование, в которое мы собираемся погрузиться, даёт ясное понимание эффекта создания высокоточной формы для замка с ручкой. Кроме того, в дизайн формы были включены системы охлаждения, регулирующие температуру формы.
V. Анализ потока материала в форме
Дизайн формы для замка с ручкой не был бы полным без проведения тщательного анализа потока материала. Суть этого процесса заключается в изучении поведения материала во время его впрыскивания. Это выходит за рамки простого проектирования формы и затрагивает воображение того, каким будет конечный результат. При этом важно отметить, что приверженность BE-CU к совершенству остаётся в области точного инжиниринга, и эта репутация защищается созданием формы для замка с ручкой. Между тем, поток материала и толщина компонентов находятся в центре внимания BE-CU при проведении анализа потока материала.
Как следует из названия, анализ потока материала сосредоточен на поведении расплавленного материала при его впрыскивании в форму. Такой анализ помогает инженерам предвидеть и устранять возможные дефекты, которые могут повлиять на косметическую точность изготовленного продукта.
Ещё одним ключевым аспектом анализа потока материала является толщина компонентов. Толщина компонента определяет характер потока расплавленного материала внутри формы. Она влияет на способность производителя достичь баланса между распределением материала и безупречным формированием детали. Благодаря команде экспертов BE-CU толщина компонентов позволяет гарантировать, что все размеры соответствуют требованиям клиента, способствуя его удовлетворённости.
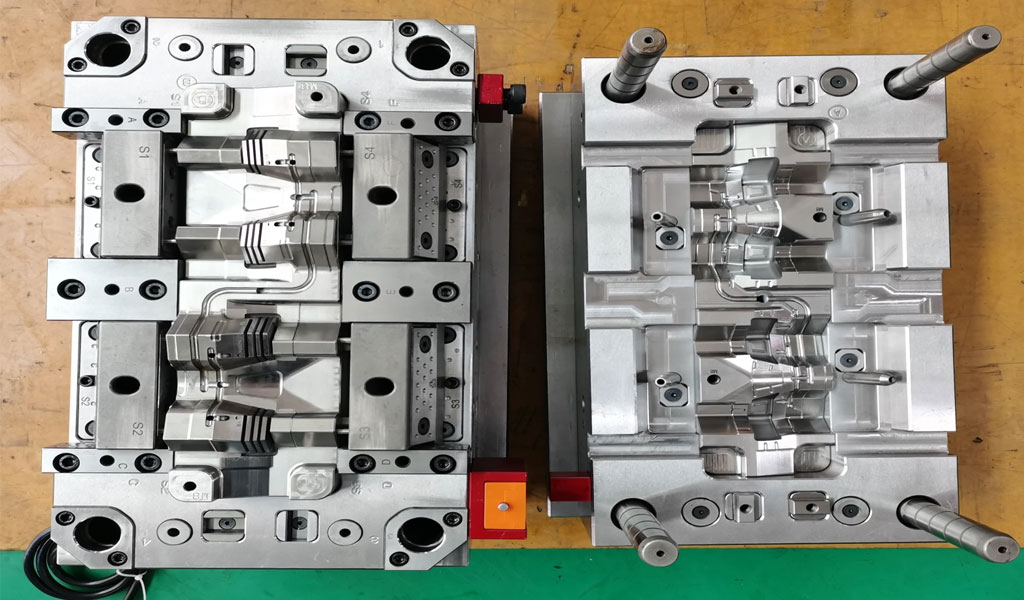
VI. Обработка пресс-формы
По завершении анализа течения материала в пресс-форме теоретическая часть этого пути подходит к концу. Это приводит нас к практической фазе, которая включает в себя непосредственную обработку пресс-форм для замков с ручкой. Здесь в игру вступает эффективность мощных станков, создающих самые выдающиеся инструменты, ответственные за производство исключительных компонентов. Для обработки пресс-форм замков с ручкой используется ряд станков, чтобы добиться точности в каждом уголке и изгибе формы.
Компания BE-CU делает выбор в пользу использования высококачественных инструментов для обработки пресс-форм, включая передовые технологии, такие как обработка на станках с числовым программным управлением (ЧПУ), электроэрозионная обработка (EDM) и проволочная электроэрозионная обработка (WEDM), чтобы вырезать, фрезеровать и формировать сырьевые материалы в желаемые пресс-формы для замков с ручкой. Если вас интересует, почему BE-CU применяет эти сложные высокотехнологичные станки? Это потому, что инновационные задачи, такие как производство пресс-форм для замков с ручкой, требуют исключительной точности, которая обеспечивает функциональность и долговечность. Кроме того, приверженность BE-CU к совершенству является свидетельством их инженерного мастерства, прокладывая путь к brilliance в литье под давлением.
Обработка на станках с ЧПУ представляет собой эффективный инструмент для создания невероятных изделий с особым вниманием к деталям. Этот процесс обработки включает использование станков, управляемых компьютером, чтобы воплотить проекты пресс-форм с непревзойденной точностью. Такая же степень точности применяется при использовании электроэрозионной обработки (EDM). Это техника обработки, которая использует контролируемые электрические разряды для тонкой фрезеровки и формирования компонентов пресс-формы. Тем временем проволочная электроэрозионная обработка (WEDM) поднимает точность обработки на новый уровень, используя электрифицированную проволоку для резки материала с экстремальной точностью.
Применение этих техник обработки гарантирует одно — непревзойденные знания специалистов и инженеров BE-CU в создании лучших инструментов. Нужно ли говорить больше?
VII. Контроль качества и проверки
Чтобы удостовериться, что все проекты BE-CU, особенно пресс-форма для замка с ручкой, соответствуют высочайшему качеству, они должны пройти серию тестов и проверок, обычно называемых мерами контроля качества. На этом этапе каждый дюйм и глубина изготовленной формы тщательно проверяются на соответствие стандартам и обеспечение качества. По сути, контроль качества направлен на то, чтобы каждый аспект пресс-формы для замка с ручкой соответствовал самым высоким стандартам.
Всесторонняя оценка процесса обработки пресс-формы позволяет инспекторам проверять точность размеров, используя координатно-измерительную машину (CMM) и микрометры в процессе этой проверки. Однако визуальные осмотры дают целостный обзор видимых дефектов, либо с помощью методов неразрушающего контроля, таких как ультразвуковое тестирование, либо путем физического визуального осмотра, такого как проверка качества поверхности и косметических несовершенств. Кроме того, тестирование материалов гарантирует, что выбранные для производства пресс-формы материалы соответствуют всем требованиям свойств материала.
BE-CU очень серьезно относится к контролю качества, проверяя точность, производительность и выбор материалов для каждой формы. По этой причине подробный отчет о каждом тесте и проверке на различных этапах производства документируется. Это обеспечивает прослеживаемость и поддерживает установленные стандарты. Любое отклонение от этих стандартов тщательно корректируется.
VIII. Анализ трудностей
Необходимым шагом, который нельзя упустить из виду, является анализ трудностей. Он выявляет уникальные вызовы, связанные с производством пресс-формы для замка с ручкой. По мере раскрытия пути к совершенству начинают проявляться特定の трудности.
Наиболее значительной и главной трудностью было поддержание точности. Из-за сложных деталей пресс-формы для замка с ручкой требовались жесткие допуски для сохранения точности. Кроме того, туннельные слайды, являющиеся критическим компонентом формы, требовали особого внимания, чтобы обеспечить отсутствие облоя во время литья под давлением. Инженеры BE-CU справились с этой задачей, применяя изобретательные решения для этих проблем.
Еще одной серьезной трудностью было обеспечение желаемого качества пресс-форм для замков с ручкой. От упрощения производственного процесса до достижения желаемой отделки поверхности — качество и точность были непреложны. Ответственность за решение этих задач ложится на BE-CU и ее инженерные и проектные команды. Не стоит забывать и об угрозе, создаваемой нестабильной системой выталкивания. Эта нестабильность делает форму очень уязвимой к дефектам, таким как коробление, что требует срочного внимания. Кульминацией анализа трудностей становятся стратегические решения, необходимые для устранения этих недостатков. Давайте посмотрим, как эти вызовы были преодолены производственной командой BE-CU.
IX. Предложенные решения для трудностей
Преимущество наличия лучшей производственной команды заключается в использовании их обширных знаний в отрасли производства для противодействия предстоящим вызовам. Тем не менее, производственная команда BE-CU изобилует лучшими техническими специалистами, и их решения трудностей выделены следующим образом.
- Высокая точность производства:
Для поддержания высокой точности при изготовлении пресс-формы для замка с ручкой инженеры BE-CU применили инновационные станки с ЧПУ вместе с высокоточными режущими инструментами. Благодаря этому они смогли сохранить точность. Более того? Была внедрена техника контроля в процессе производства. Это позволило отслеживать ход работы и вносить необходимые корректировки для каждой пресс-формы замка с ручкой, чтобы достичь желаемого результата в соответствии с требованиями заказчика. - Долгий срок службы:
Для увеличения срока службы BE-CU использовала закаленную сталь, чтобы повысить долговечность. Кроме того, обработка поверхности и конструкции форм были оптимизированы для повышения износостойкости и обеспечения равномерного распределения материалов соответственно. - Короткий цикл производства:
Упрощение процесса обработки помогло BE-CU оптимизировать производственный процесс. Благодаря этому они смогли сократить отходы и внедрить методы автоматизации в обработке материалов и смене инструментов. Результат — повышение эффективности и сокращение производственного цикла. - Низкая стоимость производства:
Достижение низких производственных затрат для BE-CU означает, что форма будет оптимизирована для сокращения отходов материала и применения технологий обработки, которые в конечном итоге снижают затраты на производство, не идя на компромисс с качеством.
X. Заключение
В заключение, производство пресс-формы для замка с ручкой компанией BE-CU доказывает, что их экспертиза в подобных задачах не имеет равных. Это очевидно в их понимании ремесла, предлагая клиентам услуги, стоящие их денег. Они поняли задание, и это направило их в описании формы перед переходом к проектированию. Кроме того, понимание анализа течения материала служило компасом для обработки формы и выбора соответствующей техники.
В итоге BE-CU демонстрирует мастерство в ремесле, внедряя и выполняя надежную систему контроля качества. С командой профессионалов, сертифицированных в отрасли, неудивительно, что они без труда справляются с вызовами, возникающими из анализа трудностей, с помощью эффективных решений. Кому еще вы могли бы доверить производство пресс-формы для замка с ручкой? Ваши предположения так же хороши, как и наши.