Английский
Английский
Отсутствие беспокойства по поводу пессимистического подхода людей к производству стало преимуществом, которое предлагает производство пресс-форм методом литья под давлением, особенно для сложных устройств, таких как спиральные шестерни.
Однако поиск надежного партнера по производству пресс-форм, который понимает требования к качеству, точности и нюансам, необходимым для создания безупречной спиральной шестерни, может представлять собой новый набор вызовов.
К счастью, экспертиза и преданность компании BE-CU Moulds созданию высокоточных пресс-форм делают их излюбленным партнером для многих отраслей. Как вы увидите в этом кейсе, их многолетний опыт и стабильная история производства качественных пресс-форм выделяют их в индустрии производства пресс-форм.
Чтобы понять, о чем идет речь, давайте погрузимся в тщательный и преобразующий процесс производства пресс-форм BE-CU для этой важной автомобильной детали — спиральной шестерни.
II. Требования заказчика
Представьте себе любой автомобильный бренд с дефектной или отсутствующей спиральной шестерней — это верный рецепт катастрофы. Ключевая роль спиральных шестерен в эффективной передаче мощности в автомобильных устройствах незаменима и требует высокого уровня точности производства.
Нет никаких сомнений в том, что спрос на индивидуальные автомобильные детали, включая спиральные шестерни, в последние годы резко возрос. Этот рост спроса объясняется инновациями автомобильных дизайнеров, из-за чего точность стала неоспоримым требованием для этих компонентов.
Вот почему наличие партнера, такого как BE-CU, с инженерными командами, полностью понимающими критическую роль бездефектных шестерен в автомобильных системах, оказывается весьма кстати. В рамках этого кейса заказчик требует спиральную шестерню с высокой точностью поверхности зубьев, контролем ошибок биения и уменьшением шаговых погрешностей.
Кроме того, стандартные требования к высококачественному производству пресс-форм, включая отсутствие дефектов, точные размеры деталей и короткие сроки выполнения, также предъявляются заказчиком. К счастью, у BE-CU есть мастерство и опыт, чтобы выполнить эти запросы клиента и даже превзойти их. Их приверженность точности, выходящей за рамки простой функциональности, очевидна в обеспечении плавной передачи шестерен, что улучшает общую производительность автомобиля.
Понимание и учет точных требований заказчика со стороны BE-CU подпитываются их стремлением к удовлетворению клиентов, основанным на постоянных инновациях и страсти к достижению высочайших стандартов надежности, качества и эффективности.
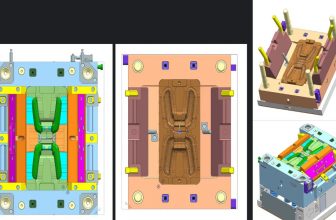
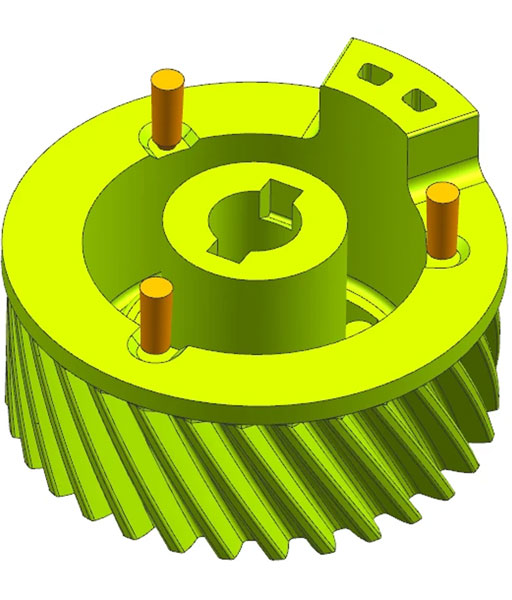
III. Описание пресс-формы
Коробки передач, оси колес, двигатели и дифференциальные сборки — все это прямые области применения спиральных шестерен в автомобильной системе. Их способность обеспечивать плавную и эффективную передачу мощности через валы делает их жизненно важными компонентами этой системы.
Следовательно, пресс-форма, необходимая для производства такой шестерни, должна учитывать все трудности, которые подрывают создание спиральных шестерен, бесшумно передающих крутящий момент с помощью точно вырезанных спиральных зубьев, разработанных с большой тщательностью. Однако детали этого дизайна будут основаны на учете ключевых факторов, описанных командой разработчиков BE-CU.
Самое важное — полость пресс-формы для шестерни должна точно соответствовать размерам зубьев шестерни для эффективного снижения шума и вибрации, когда спиральная шестерня передает крутящий момент через валы. Кроме того, пресс-форма должна учитывать такие аспекты, как угол наклона, который напрямую влияет на извлечение деталей из формы, гарантируя, что система выброса пресс-формы является одновременно функциональной и эффективной.
Снова же, баланс подачи материала и равномерность усадки — это проблемы, которые пресс-форма должна преодолеть, чтобы получилась безупречная, функциональная и визуально привлекательная спиральная шестерня. Процесс производства пресс-форм BE-CU эффективно справляется с трудностями, часто возникающими при изготовлении пресс-форм для спиральных шестерен, такими как равномерность усадки, структура выброса и баланс подачи материала.
Эти вызовы встречаются с высокой точностью и надежностью BE-CU, гарантируя соответствие строгим требованиям к производительности и качеству, установленным отраслевыми стандартами и заказчиками.
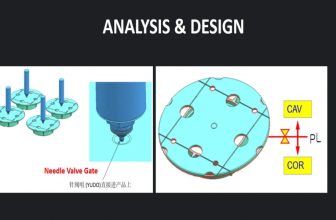
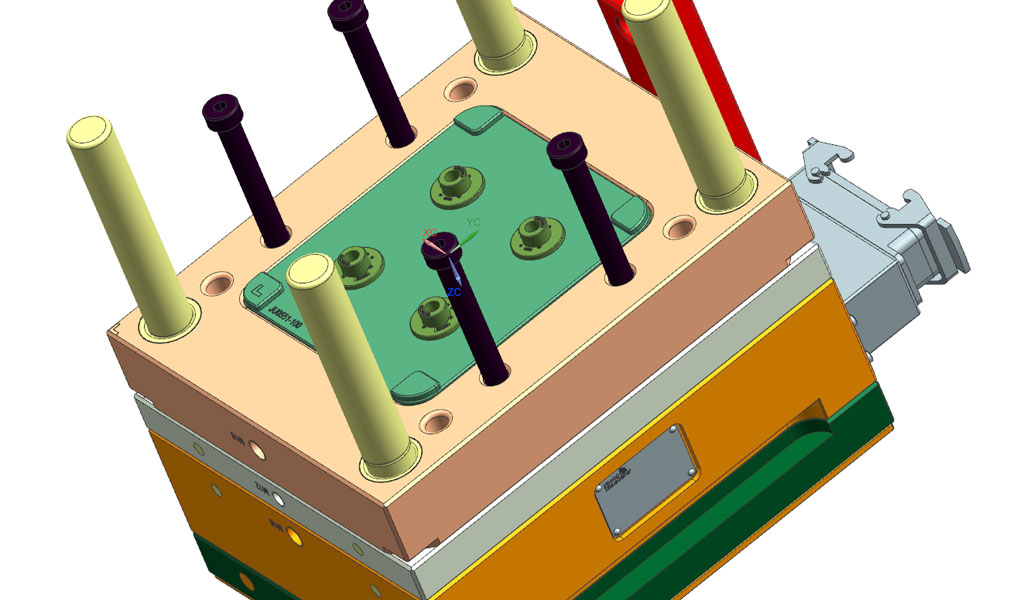
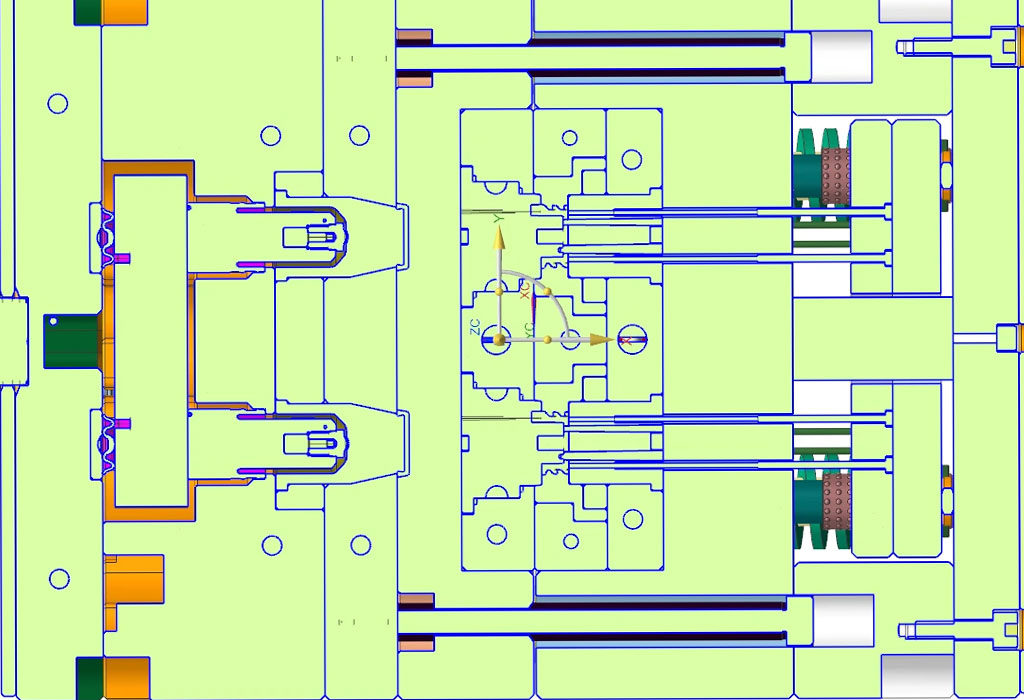
IV. Проектирование пресс-формы
Хотя описание пресс-формы связано с перечислением деталей, необходимых для создания функциональной формы, которая производит аутентичную винтовую шестерню, сам проект фактически представляет собой чертеж для её изготовления. Для этой пресс-формы винтовой шестерни компания BE-CU уделяет особое внимание тщательной проработке этих деталей с точностью, гарантирующей высокую производительность, не пренебрегая при этом эстетическими требованиями.
Их понимание тонкостей, необходимых для сложных компонентов, таких как винтовые шестерни, основано на богатом опыте, воплощённом в их высококвалифицированной команде по проектированию пресс-форм. Процесс проектирования всегда начинается с детального и всестороннего анализа функциональности и геометрии шестерни, что позволяет команде дизайнеров точно реализовать требования клиента.
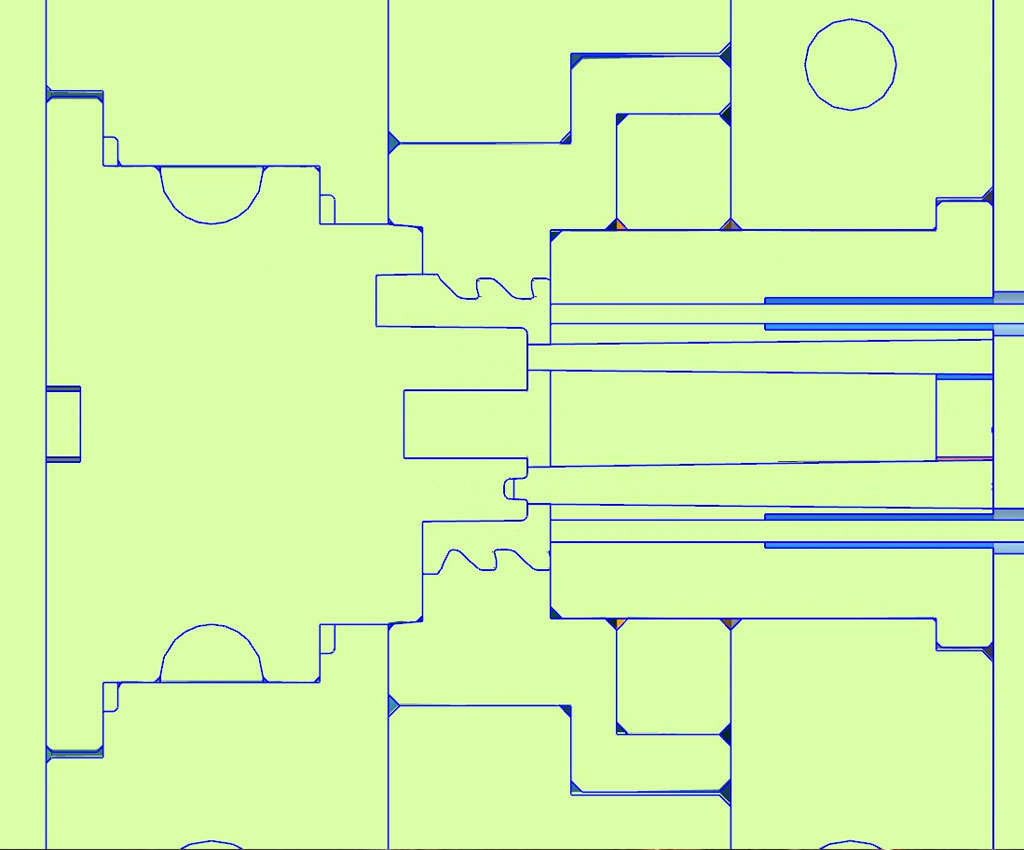
Что ещё более важно, эта команда опытных дизайнеров уделяет особое внимание ключевым элементам пресс-формы, таким как углы выгонки, учитывая нестандартную форму винтовой шестерни. Следовательно, угол выгонки проектируется с большой тщательностью и точностью, что улучшает процесс извлечения, в результате чего получается компонент без дефектов.
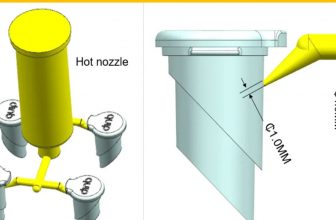
Интересно, что функциональные особенности, внедрённые на этапе проектирования, не ограничиваются только углами выгонки, но включают сложные системы впрыска для пресс-формы. Этот элемент способствует равномерному потоку материала, особенно при использовании горячеканальных систем INCOE.
Этот элемент также обеспечивает стабильное качество деталей. Специализированные системы извлечения и передовые системы впрыска от BE-CU помогают сократить отходы материала и риск повреждения винтовой шестерни во время извлечения из формы. Все эти особенности подчёркивают приверженность BE-CU к соблюдению и превышению высочайших стандартов качества, точности размеров и эффективности пресс-формы.
В целом, надёжность, превосходные результаты и долговечность пресс-форм являются приоритетом на этапе проектирования, чтобы обеспечить функциональность и эстетически привлекательную винтовую шестерню на этапе производства. Тем не менее, инновационные решения и экспертиза BE-CU всегда играют огромную роль во всём этом процессе.
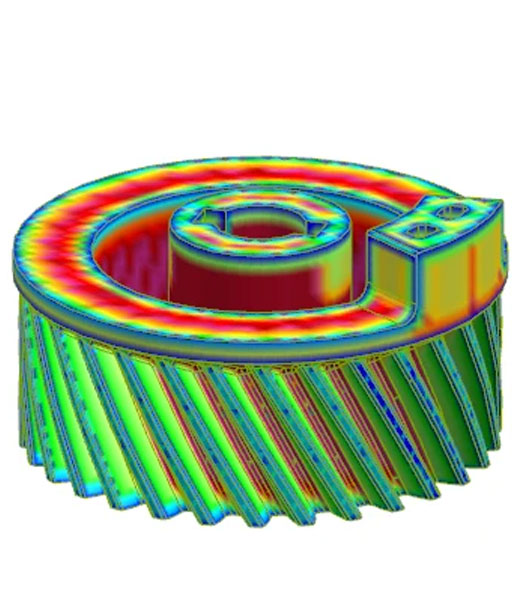
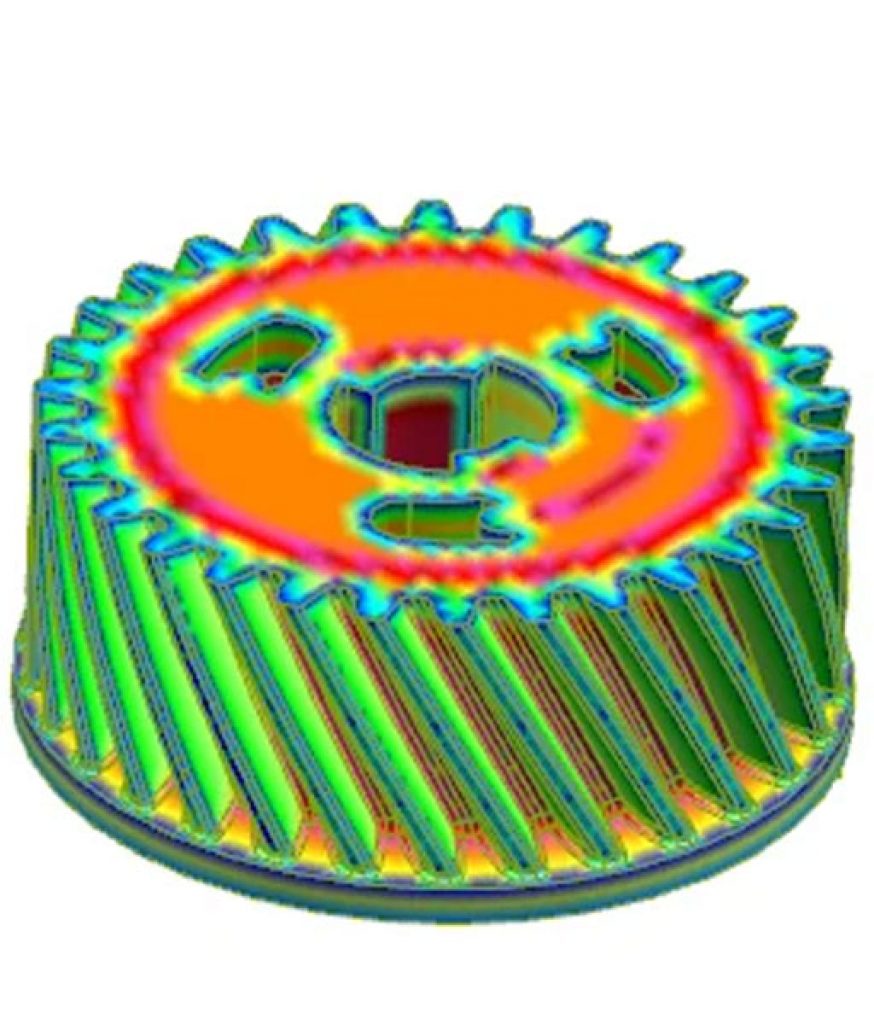
V. Анализ течения материала в пресс-форме
За время своего существования пресс-форма пропускает через свои сердечники и полости огромное количество расплавленных материалов. Поэтому было бы неразумно отодвинуть анализ этих потоков на второй план при планировании и реализации производства пресс-формы.
BE-CU понимает, что игнорирование этого эквивалентно планированию провала, и поэтому применяет всесторонний режим анализа течения материала в пресс-форме, чтобы точно понять, как движение жидкости влияет на форму. И вновь ценные выводы, полученные из этого анализа, помогают принимать ключевые решения в производстве пресс-форм, включая выбор подходящего материала, выявление потенциальных дефектов и определение характера заполнения формы.
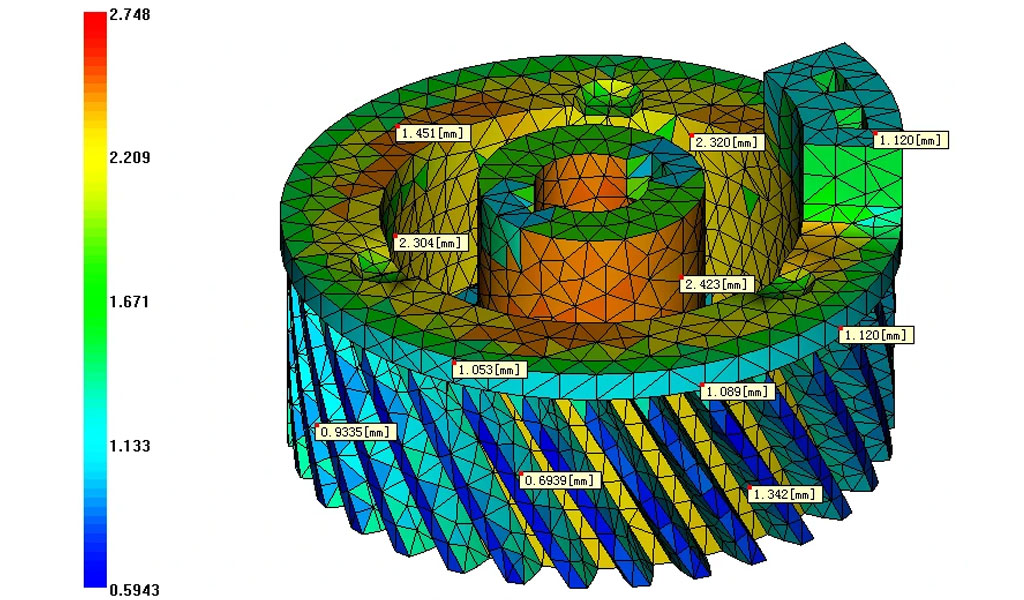
Эти факторы лежат в основе успешного проекта по изготовлению пресс-форм. Хорошо скоординированное моделирование течения материала позволяет команде дизайнеров BE-CU выявлять потенциальные аномалии, которые могут возникнуть в процессе производства пресс-формы, и эффективно устранять эти проблемы. Информация, собранная на этом этапе, также помогает оптимизировать размеры и геометрию формы для достижения наилучших результатов.
Кроме того, BE-CU выявляет другие проблемы, связанные с такими критическими факторами, как вязкость пластика и скорость сдвига материала. Изменения вязкости материала могут отрицательно повлиять на поток и скорость заполнения, если форма не спроектирована с учётом этих вариаций.
Другие важные факторы, которые часто анализируются во время анализа течения материала, включают свойства давления-объёма-температуры, реологию материала и конструкцию впускного отверстия формы. Все эти анализы направлены на обеспечение равномерного потока и распределения давления. Это также снижает вероятность возникновения дефектов, таких как коробление, раковины и недолив в форме.
Всё это приводит к сокращению времени цикла, особенно благодаря конструкции впускного отверстия и его оптимальному расположению, что также означает снижение затрат на производство. В целом, анализ течения материала помогает BE-CU оптимизировать процессы проектирования и производства, предоставляя стратегические выводы, необходимые для проактивного решения потенциальных проблем, что ведёт к оптимальной производительности пресс-формы.
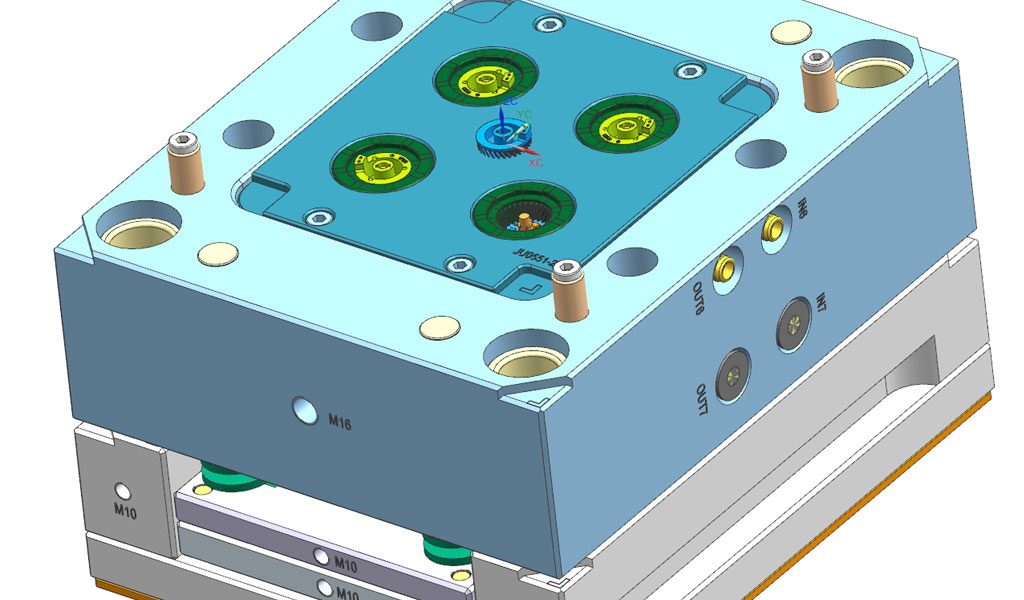
VI. Обработка пресс-формы
Сразу после анализа пресс-формы наступает этап её обработки, где выводы, полученные на этапе анализа, помогают в создании безупречной, точной и высококачественной формы.
По сути, станки и инструменты, используемые для резки этой формы, являются главными действующими лицами на этом этапе, и, к счастью, у BE-CU есть одни из самых современных станков для изготовления пресс-форм.

Эти станки включают технологии WEDM, CNC и EDM, которые помогают в точном определении размеров деталей формы. Но вот в чём дело: наличие передового оборудования ничего не значит, если у операторов отсутствуют необходимые навыки и опыт для достижения требуемых характеристик.
Но не стоит беспокоиться, вы в надёжных руках, поскольку у BE-CU работают одни из лучших специалистов по обработке в отрасли с огромным опытом и навыками для работы с самыми сложными станками. Кроме того, машинисты BE-CU очень скрупулёзны в своих процессах, включая обработку плит A.B, зубьев шестерни и прецизионную шлифовку.
Эти процессы помогают достичь точности, необходимой для создания желаемой геометрии винтовой шестерни. Тем не менее, для обработки зубьев шестерни необходимо использовать прецизионные зубчатые электроды, чтобы дополнительно обеспечить точность, что и было сделано BE-CU при производстве этой пресс-формы для винтовой шестерни.
BE-CU также позаботилась о том, чтобы плиты A.B подвергались одновременной медленной резке проволокой для точного соосного выравнивания, часто необходимого для бесперебойной работы сборки шестерни. Дополнительные усилия для достижения безупречной работы винтовой шестерни были вложены в производство цилиндрической полости формы с использованием координатного шлифовального станка.
Этот станок помогает обеспечить точность размеров как полости, так и сердечника. В конечном итоге качество является результатом процесса обработки, учитывая, что были приняты все меры предосторожности для создания пресс-формы без дефектов.
VIII. Анализ трудностей
Трудности не являются чем-то чужеродным для сложных производственных процессов, таких как изготовление пресс-формы для спиральной шестерни, и компания BE-CU столкнулась с изрядной долей вызовов на пути к созданию идеальной формы. Более того, многие из этих трудностей часто требуют уникальных, но при этом инновационных решений.
Но о решениях чуть позже. Для начала стоит отметить, что производство пресс-формы для спиральной шестерни — это сложный процесс, требующий определённого уровня скрупулёзности, чтобы точно воспроизвести все её тонкости.
Достижение этой точности представляет собой серьёзную проблему, особенно когда речь идёт о точности поверхности зубьев шестерни, отклонениях шестерни и ошибке шага, которые имеют строгие требования. Добиться соответствия этих деталей допустимым уровням — обычно большая задача.
Сложность процесса производства возрастает ещё больше, когда необходимо обеспечить минимальный разбег канавок шестерни, что является ещё одной значительной трудностью, с которой сталкивается BE-CU. Это требует использования передовых методов обработки. Кроме того, обеспечение баланса между точностью и скоростью с целью значительного сокращения сроков производства — ещё одно препятствие, которое BE-CU пришлось преодолеть.
Это может быть довольно сложной задачей, поскольку качество и точность часто страдают, если производителю пресс-форм не удаётся достичь этого баланса. Все эти трудности встречаются с оптимизацией рабочего процесса и упрощением процедур BE-CU, которые также опираются на владение передовыми технологиями. Эти технологии обеспечили своевременную доставку проекта без ущерба для качества, несмотря на сжатые сроки.
Наконец, достижение функциональной передачи шестерён, определяемой строгими уровнями ошибки биения, потребовало нестандартного мышления и решений, включая такие передовые методы, как вращающиеся выталкивающие системы. Эти инновации позволили добиться минимального шума и точности в заданных допусках, а BE-CU справилась с задачей, используя свою креативность, экспертизу и приверженность совершенству.
IX. Решения трудностей
Как было отмечено ранее, экспертиза и инновации BE-CU проявились в достижении заданных клиентами спецификаций, несмотря на предстоящие трудности. Однако это потребовало некоторых уникальных методов производства пресс-форм и усердия. Их подход к преодолению этих неотъемлемых вызовов включал внедрение передовых техник обработки зубьев шестерни для удовлетворения потребности в высокой точности размеров формы.
Кроме того, они обеспечили высокий уровень точности при изготовлении электрода шестерни, а также использовали специализированные электроды для достижения точных допусков, необходимых для оптимальной работы шестерни.
Ещё одним шагом к преодолению трудностей, связанных с производством пресс-формы для спиральной шестерни, стало принятие скоординированного подхода к производству, что значительно сократило время цикла. Используя этот подход, BE-CU смогла оптимизировать процесс производства за счёт медленной и одновременной резки проволокой пластин A и B.
Этот процесс ускорил сроки выполнения, так как позволил точно разместить соосный компонент. Все эти шаги были синхронизированы с тщательным управлением проектами и эффективными рабочими процессами BE-CU. Использование вращающихся выталкивающих систем и включение подшипников в эти системы обеспечило плавное извлечение шестерён при сохранении строгих уровней ошибки биения и значительном снижении шума.
Снова-таки, общая оптимизация процесса производства пресс-форм и точность остаются в фокусе BE-CU, уделяя приоритетное внимание аккуратности при обработке ядра и полости вплоть до тонкой полировки формы. В целом, изобретательность, приверженность совершенству и экспертиза — это столпы, на которых стоит производство пресс-форм BE-CU, чтобы доставить функциональную и эстетически приятную форму.
X. Заключение
В двух словах, точное машиностроение BE-CU и их приверженность качественному производству пресс-форм очевидны в этом пути создания пресс-формы для спиральной шестерни. Они продолжают совершенствовать свои навыки и экспертизу, уделяя пристальное внимание деталям формы, предлагая инновационные решения и проявляя преданность совершенству, что значительно помогло им соответствовать требованиям клиентов и отраслевым стандартам качества.
Это также помогло им преодолеть множество производственных трудностей, включая те, с которыми они столкнулись в стремлении поставить идеальную пресс-форму для спиральной шестерни. Но что ещё более важно, их процессы контроля качества в сочетании с мастерством в методах точной обработки помогают поддерживать удовлетворённость клиентов, что также является причиной того, почему они стали надёжными партнёрами по литьевым формам для многих производителей пластикового литья.