Английский
Английский
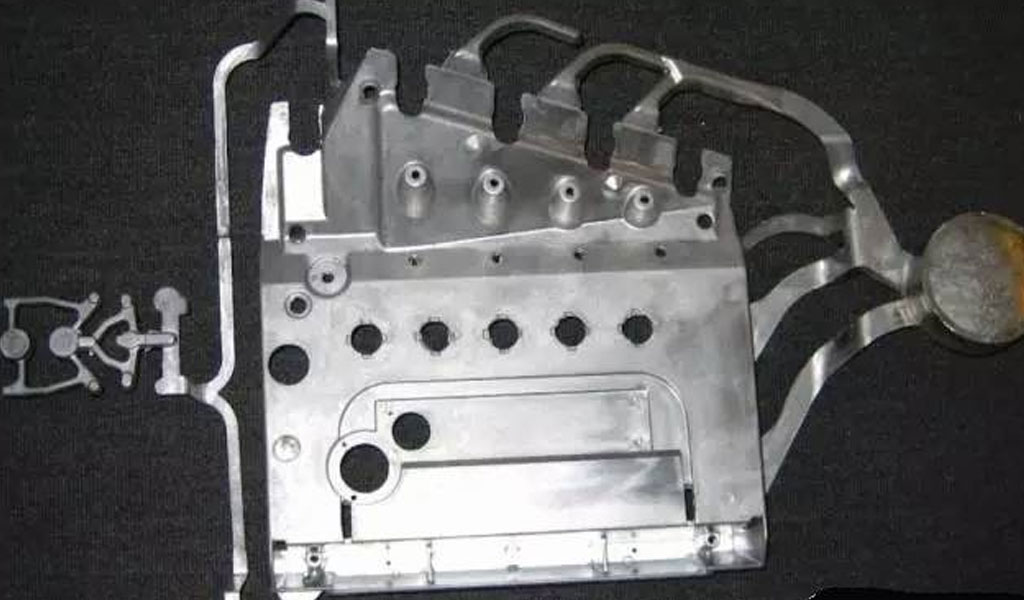
Система направляющих и литников, используемая при литье пластмасс под давлением, отвечает за направление расплавленного пластика из сопла формовочной машины в полость инструмента. Архитектура литника и его расположение влияют на время цикла, стоимость оснастки, время выполнения заказа, расположение контрольных меток и многие другие потенциальные дефекты, которые являются обычным явлением для деталей, полученных литьем под давлением.
Вот что должен знать каждый разработчик продукта об основах проектирования литников литьевых форм. Наличие этой информации поможет вам принять обоснованные решения, когда вы консультируетесь со своим поставщиком по поводу изготовления инструментов для литья под давлением.
Важность расположения ворот
Расположение литника литьевой формы напрямую влияет на качество готовой детали, поэтому учитывайте следующие общие правила:
- Ворота следует располагать вдали от штифтов, сердечников и других внутренних препятствий. В противном случае это может привести к появлению следов сварных швов, поскольку расплавленный пластик обтекает их и реформируется на другой стороне.
- Ворота следует размещать ближе всего к участкам с толстыми стенами, чтобы обеспечить полную упаковку.
- Неправильное расположение литника может привести к деформации детали, если объем сборки всей детали заполнен неравномерно.
- Ворота – это места повышенного напряжения. Постарайтесь расположить ворота вдали от мест на готовой детали, на которые будут воздействовать следы напряжения или потенциальное разрушение пластика, которое происходит в этих местах.
- Ворота должны быть расположены в местах, которые можно будет легко отключить вручную или автоматически. Обратите внимание, что некоторые пластмассы чувствительны к высоким силам сдвига, и поэтому их можно удалить только вручную.
- Для тонкостенных деталей могут потребоваться проточные каналы или дополнительные затворы, чтобы обеспечить достаточный объем пластика за минимальное время цикла.
Конструкция ворот может повлиять на качество деталей.
Все затворы нагнетают расплавленный пластик под давлением в полость, которая при этом ускоряет и нагревает пластик. Это создает множество эффектов, которые могут потребовать изменения стратегии проектирования ворот. К наиболее частым дефектам относятся:
Струйная очистка
Если затвор слишком мал, результирующее падение давления через затвор приведет к струйному распылению, то есть к распылению в полость, а не к плавному потоку. Струйная обработка вызывает волнистые искажения, называемые «червлением». Это может потребовать снижения давления, увеличения ворот или того и другого.
Перегрев
Высокая скорость впрыска через затвор создает тепло за счет трения. Слишком большое количество тепла в этот момент может привести к распаду смолы из-за разрушения молекулярных связей.
Однако снижение скорости впрыска во избежание ухудшения качества может вызвать другие дефекты, например, плохую механическую прочность слабых линий сварного шва. А более медленное время цикла означает меньшее количество деталей в час, что увеличивает затраты на обработку.
Таким образом, можно разделить заданный объем смолы на несколько отдельных литниковых отверстий. Это помогает рассеять давление и избежать перегрева, но также создает множественные фронты потока, которые могут образовывать линии сварки и газовые ловушки там, где эти фронты встречаются внутри полости.
Разница между системами с горячими и холодными литниками
Горячий бегун
В системе с горячими воротами и направляющими используется цилиндр с электрическим подогревом для подачи предварительно нагретого пластика в полость формы. Бегунок встроен в форму в виде коллекторной плиты и ряда капель горячего литника.
Преимущества:
- Точный контроль температуры для лучшего внешнего вида
- Устраняет потери в инструментах с несколькими полостями.
- Уменьшает время цикла
Недостатки: Более сложный и дорогой.
Холодные бегуны
Холодноканальные системы менее дороги, но длина бегуна представляет собой пластик, который будет выбрасываться впустую при каждом цикле, что, в свою очередь, увеличивает затраты. Перенос следа в более выгодное место должен быть сбалансирован с повышенным расходом материала из-за более длинных полозьев.
Плюсы и минусы наиболее распространенных типов ворот.
Следует учитывать различные размеры и конструкции ворот, и каждый тип имеет свои преимущества и недостатки. Вот наиболее распространенные из них:
Краевые ворота
Краевые ворота используются чаще всего. Они врезаются в форму по линии разъема и заполняют полость со стороны детали.
Преимущества:
- Недорогой в проектировании и производстве.
- Легко увеличить при необходимости, не снимая форму с машины.
Недостатки:
- Расположение проверочного знака может быть не идеальным
- Пластик, вытекающий из одного затвора, создает заметные линии сварки, поскольку он обтекает препятствия в форме.
- Высокое давление впрыска и скорость при небольшом отверстии затвора могут привести к разрушению пластика.
Прямые или литниковые ворота
Шибер встроен в литник непосредственно там, где он входит в фиксированную или А-сторону инструмента.
Преимущества:
- Самый простой тип ворот в изготовлении
- Возможность быстрого впрыскивания больших объемов пластика.
- Идеально подходит для круглых или цилиндрических деталей, где важна концентричность.
- Недостатки:
Оставляет после себя большой след с возможностью утопления на противоположной стороне.
Должно быть делегировано вручную
Подводные ворота
В конструкции подводных ворот направляющая направляет пластик к краю полости у линии разъема, но затем ворота опускаются ниже линии разъема и проходят туннель вверх, заполняя часть снизу. Такая конструкция возможна только при использовании двухпластинчатой пресс-формы.
Преимущества:
- Перемещает свидетельский знак в более желательное место.
- Избыточные вентиляционные газы можно выталкивать вверх и из формы снизу.
- Автоматически дегатируется при открытии формы
Недостатки: Более сложное, дорогое и трудоемкое в изготовлении.
Фан-ворота
Альтернативный тип краевых ворот: веер сохраняет постоянную толщину, но расширяется, увеличивая объем на большей площади. Рекомендуется для поликарбонатных пластиков.
Преимущества:
Хорошо подходит для увеличения объема потока для деталей с тонкими кромками.
Снижает давление впрыска для заданного объема
Недостатки:
Может оставить большой след в виде табуляции, который необходимо подвергнуть постобработке.
Готовы ли вы начать свой следующий проект?
Вышеизложенное представляет собой лишь краткое изложение некоторых соображений по проектированию литников для литья пластмасс под давлением. Если вы готовы приступить к следующему проекту по изготовлению инструмента, загрузите свой проект 3D CAD, чтобы получить бесплатную расценку, и наша команда инженеров и технических специалистов сможет предоставить вам проект для проверки на производстве, прежде чем мы начнем изготавливать ваш пресс-форму.